

BẢNG THÔNG SỐ HÀN ỐNG HDPE VÀ CÁCH HÀN ỐNG HDPE
Bảng thông số hàn ống HDPE chi tiết các loại và cách hàn ống HDPE như thế nào để đảm bảo được chất lượng sau khi thi công. Sau đây Mekong Plastic – chuyên phân phối ống nhựa HDPE sẽ giúp bạn giải đáp các thông tin nhé!
Hiện nay, để lắp ống nhựa HDPE có hay phương pháp được sử dụng là sử dụng máy hàn cơ và máy hàn thủy lực. Phương pháp này yêu cầu kỹ thuật cao và cũng có những tiêu chuẩn cần lưu ý khi lắp nối ống để đường ống được thông suốt. Với các thợ lành nghề đã có nhiều kinh nghiệm thì bảng thông số hàn ống HDPE đã biết rõ, còn đối với những người cần tìm hiểu thêm tham khảo thêm bảng thông số kỹ thuật sau.
-
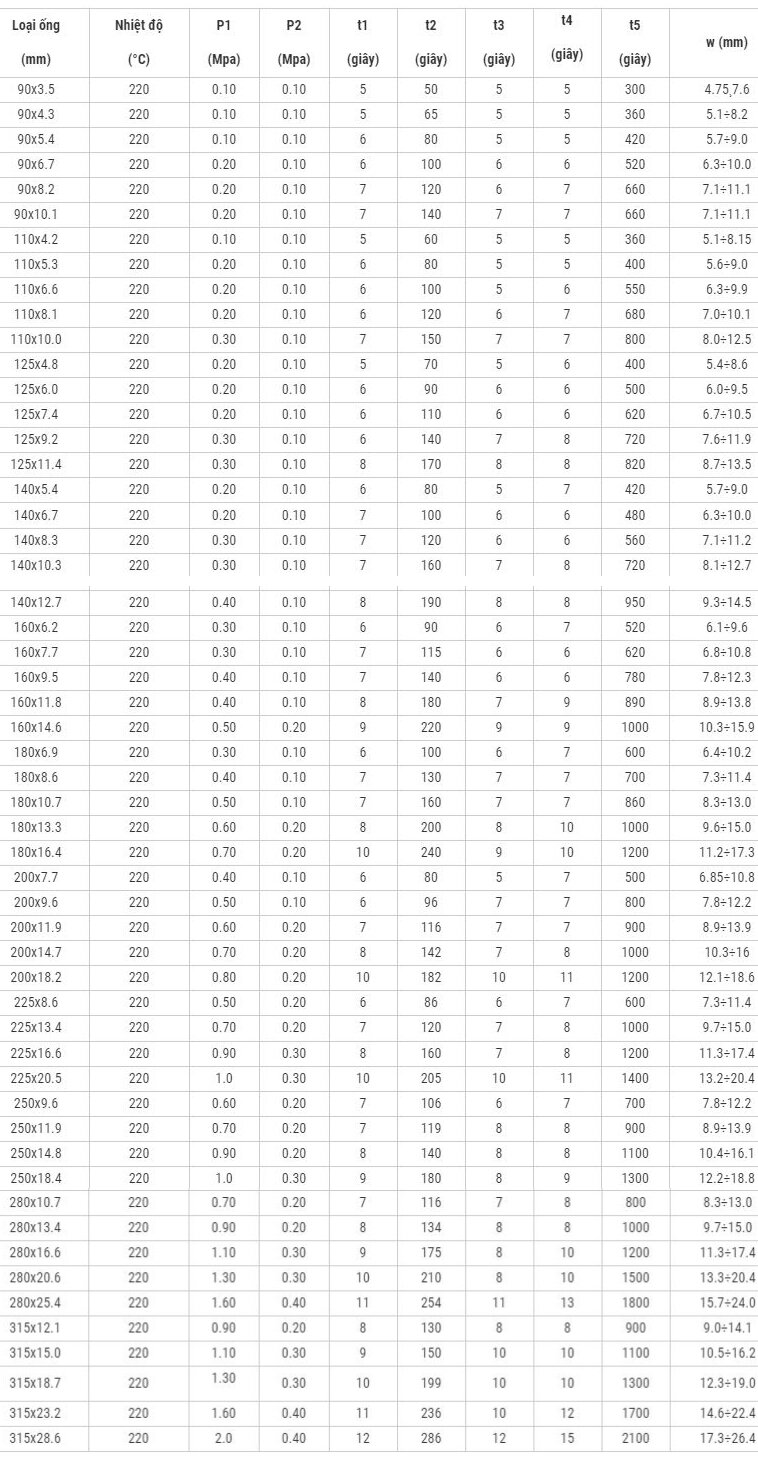
Bảng thông số hàn ống HDPE:

-
Một số lưu ý khi đọc bảng thông số hàn ống HDPE

ống nhựa HDPE Các ký hiệu sau:
– ○C ( nhiệt độ): nhiệt độ gia nhiệt đĩa nhiệt cần đạt tới
– P1 (Mpa): là áp suất cần điều chỉnh van sả áp trong quá trình hàn
– P2 (Mpa): là áp suất cần sả cho quá trình gia nhiệt
– T1 (s): Thời gian gia nhiệt có áp suất
– T2 (s): Thời gian gia nhiệt tăng cường
– T3 (s): Thời gian di chuyển đĩa nhiệt ra khỏi 2 đầu ống
– T4 (s): Thời gian hàn có áp suất (tính từ khi 2 ống được gia nhiệt và áp vào nhau)
– T5 (s): Thời gian chờ cho mối hàn nguội. -
Một số lưu ý khi áp dụng Bảng thông số hàn ống HPDE:
- Áp suất P1 và P2 thực tế cần được cộng thêm với áp suất kéo của hệ thống.
- Nhiệt độ cho hàn đối đầu ống nhựa HPDE là 190○C.
- Đối với máy hàn thủy lực, Quý đối tác có thể cài đặt trước nhiệt độ gia nhiệt và các mức áp suất P1, P2; riêng đối với thời gian T1, T2, T3, T4, T5, chúng ta sử dụng đồng hồ đếm ngược.
- Dòng điện dùng cho máy hàn thủy lực tối thiểu là 220V.
-
Một số lưu ý áp dụng Bảng thông số hàn ống HPDE

Các bước thực hiện hàn ống HDPE Mỗi ống khi hàn cần tính đến áp suất ống phải chịu, áp suất P1 và P2 trên thực tế cần cộng thêm với áp suất kéo của hệ thống. Máy hàn nhiệt khi hàn đầu ống cần chỉnh ở mức 190○C để ống nóng chảy, với máy hàn thủy lực cài đặt máy với các mức áp suất P1, P2; riêng đối với thời gian T1, T2, T3, T4, T5, chúng ta sử dụng đồng hồ đếm ngược và dòng điện tối thiểu 220V. Cuối cùng, mỗi thông số sẽ có yêu cầu hàn khác nhau, quý khách nên tham kỹ trước khi hàn ống và đưa vào sử dụng.
Các bước thực hiện hàn ống HDPE
Bước 1: Chuẩn bị
– Chọn vị trí hàn ống
– Che chắn khi hàn
– Lắp đặt máy hàn
– Chuẩn bị sẵn các công cụ, bộ phần cần thiếtBước 2: Chuẩn bị ống và làm sạch
– Đặt các đầu mối hàn ống được kẹp chặt và thẳng nhau
– Làm sạch bề mặt trong và ngoài của ống
– Dùng dao mài để làm sạch phần mối nối, sạch lớp oxi hóa, bề mặt tiếp xúc, sau đó làm sạch lạiBước 3: Bắt đầu hàn
– Đưa 2 đầu ống đã chuẩn bị vào bàn gia nhiệt cùng lúc, để 2 đầu tiếp xúc theo thời gian thích hợp để cho 2 đầu ống nóng chảy đều.
– Duy trì lực ép để nhựa chảy đều, khi nhựa chảy đều quanh mặt ống, ta từ từ giảm áp suất máy thủy lực
– Giữ nguyên áp lực đến khi ống nguội tự nhiênBước 4: Sau khi hàn
– Kiểm tra vết hàn
– Gỡ các dụng cụ kẹp ốngTrên đây là toàn bộ các thông số và hướng dẫn hàn ống đối với đầu ống nhựa HDPE. Tùy vào đường kính ống, loại ống ta sẽ có các thông số hàn chi tiết khác nhau. Bạn cần lưu ý tham khảo thông số hàn ống HDPE đúng, tránh trường hợp mối nối không đạt tiêu chuẩn, gây ảnh hưởng đến quá trình sử dụng thực tế của ống tại công trình.
Mekong Plastic luôn hỗ trợ khách hàng tận tình khi sử dụng dịch vụ bên chúng tôi. Mọi thắc mắc cần tư vấn trong quá trình tham khảo sản phẩm và trong quá trình sử dụng qua bảng thông số hàn ống HDPE, đừng ngần ngại mà hãy liên hệ Mekong Plastic ngay để được tư vấn nhé!


>>>>> Ưu điểm khi ứng dụng ống nhựa HDPE nuôi trồng thủy sản
Công Ty TNHH Mekong Plastic. Là đơn vị phân phối chính thức ống nhựa xoắn BaAn ( BFP) và ống nhựa xoắn Santo ( ELP)
Dựa vào nên tảng phát triển bền vững và tiên phong của Ba An tại Việt Nam. Với phương châm “xây uy tín- Dựng thành công” kinh doanh vì lợi ích chung của khách hàng.
Mekong Plastic không ngừng học hỏi. Lắng nghe và thay đổi để đáp ứng mọi nhu cầu của quý khách hàng.
Chúng tôi luôn mang đến cho quý khách sự uy tín và dịch vụ sau bán hàng một cách tốt nhất. Để quý vị luôn được sự yên tâm về chất lượng sản phẩm cũng như dịch vụ của chúng tôi.
——————–
Bài viết liên quan
-
Ống Nhựa Xoắn HDPE Santo 65/50 – Giải Pháp Tối Ưu Cho Hệ Thống Cáp Tại Nhơn Trạch, Đồng Nai
-
🔶 ỐNG NHỰA XOẮN HDPE D130/100 – GIẢI PHÁP BẢO VỆ CÁP ĐIỆN HIỆU QUẢ 🔶
-
GIẢM CHI PHÍ THI CÔNG VỚI ỐNG HDPE HAI VÁCH THOÁT NƯỚC
-
ỐNG HDPE HAI VÁCH – XU HƯỚNG MỚI CHO CÔNG TRÌNH THOÁT NƯỚC
-
ỐNG THOÁT NƯỚC HDPE TÂN LONG – PHÂN PHỐI CHÍNH THỨC BỞI MEKONG PLASTIC
-
🔶 ỐNG NHỰA XOẮN HDPE D130/100 – GIẢI PHÁP BẢO VỆ CÁP ĐIỆN HIỆU QUẢ 🔶
-
Ống nhựa xoắn HDPE D195/150
-
Ống nhựa xoắn HDPE D130/100